Процесс Ssaw стальной трубы:
Стальная доставка → теста коильс→Рэй материальная выправляя → края ножниц круга → вырезывания плиты → вырезывания и заварки филируя → формируя → внутри автоматическ-заварки → Вырезывания фиксированной длины → ультразвукового осмотра → снаружи → автоматическ-заварки онлайн визуальный осмотр Для внешнего шва → Visusl осмотр для внутреннего шва → Рентгеновский осмотр для сварочного шва → Даже конец и конец скос → Гидростатический тест → Ультразвуковой контроль → Контроль конечной продукции → Маркировка → Хранить
СТАНДАРТ СТАЛЬНОЙ ТРУБЫ SSAW
|
Стандарт
|
Класс
|
Химический состав (%)
|
Растяжимая длина (минута)
|
Предел текучести (мин)
|
|
СмнПС
|
МПа
|
МПа
|
|
API 5L PSL1
|
А
|
0,22
|
0,90
|
0030
|
0030
|
335
|
210
|
|
В
|
0,28
|
1,20
|
0030
|
0030
|
415
|
245
|
|
X42
|
0,28
|
1,30
|
0030
|
0030
|
415
|
290
|
|
X46
|
0,28
|
1,40
|
0030
|
0030
|
435
|
320
|
|
X52
|
0,28
|
1. 40
|
0030
|
0030
|
460
|
360
|
|
X56
|
0,28
|
1,40
|
0030
|
0030
|
490
|
390
|
|
X60
|
0,28
|
1,40
|
0030
|
0030
|
520
|
415
|
|
X65
|
0,28
|
1,40
|
0030
|
0030
|
535
|
450
|
|
X70
|
0,28
|
1,40
|
0030
|
0030
|
570
|
485
|
|
Стандарт
|
Класс
|
Химический состав (%)
|
Растяжимая прочность
|
Прочность выхода
|
|
СмнПС
|
МПа
|
МПа
|
|
API 5L PSL2
|
В
|
0,24
|
1,20
|
0025
|
0015
|
415-655
|
245-450
|
|
X42
|
0,24
|
1,30
|
0025
|
0015
|
415-655
|
290-495
|
|
X46
|
0,24
|
1,40
|
0025
|
0015
|
435-655
|
320-525
|
|
X52
|
0,24
|
1. 40
|
0025
|
0015
|
460-760
|
360-530
|
|
X56
|
0,24
|
1. 40
|
0025
|
0015
|
490-760
|
390-545
|
|
X60
|
0,24
|
1. 40
|
0025
|
0015
|
520-760
|
415-565
|
|
X65
|
0,24
|
1,40
|
0025
|
0015
|
535-760
|
450-600
|
|
X70
|
0,24
|
1,40
|
0025
|
0015
|
570-760
|
485-635
|
|
X80
|
0,24
|
1. 40
|
0025
|
0015
|
625-825
|
555-705
|
ПСЛ 1 ПРОТИВ. ЛИСТ СПЕЦИАЛИСТОВ PSL 2
|
|
ПСЛ 1
|
ПСЛ 2
|
|
|
Диапазон классов
|
От A25 до X70
|
GR B-X80
|
Таблица 1
|
|
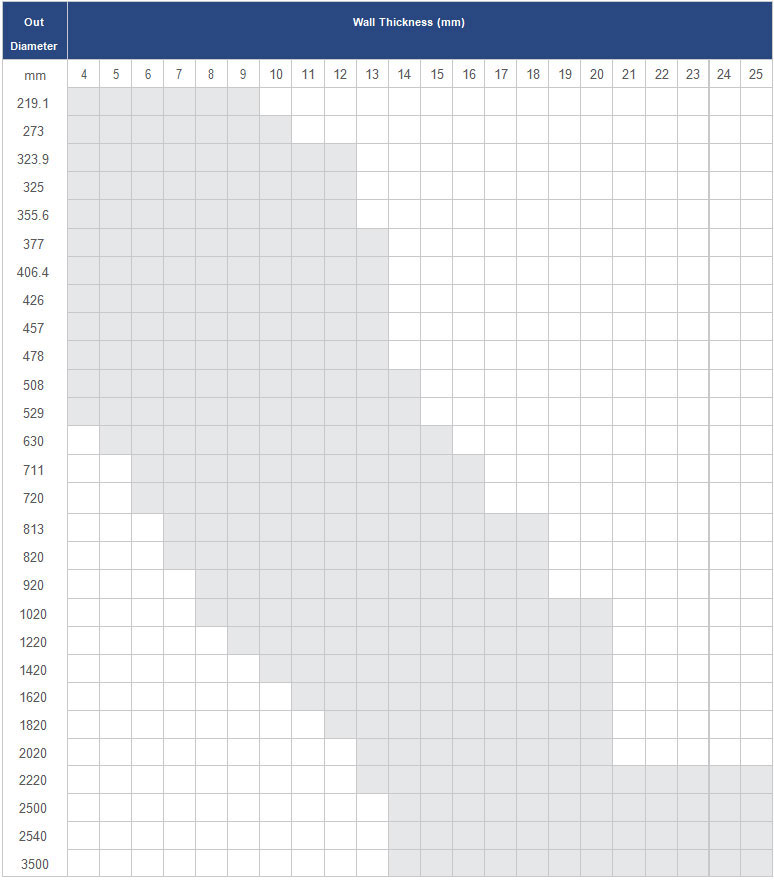
Диапазон размеров
|
0405-80
|
4-2/1 до 80
|
Таблица 1
|
|
Тип концов труб
|
Обычный конец, резьбовой конец, скошенный конец, специальная муфта трубы
|
Равнина-конец
|
Таблица 1
|
|
Сварка шва
|
Все методы непрерывной сварки ограничивается класс A25
|
Все методы кроме непрерывной и лазерной сварки
|
Таблица 1
|
|
Электросварные швы: частота сварщика
|
Нет минимума
|
Минимум 100 кГц
|
5.1.3.3.2
|
|
Термическая обработка электрических сварных швов
|
Требуется для марок> X42
|
Требуется для всех марок (GR B до X80)
|
5.1.3.3.1; J.3.3.2:6.2.7
|
|
Химия: макс. C для бесшовных труб
|
0,28% для марок> Gr B
|
0,24%
|
Таблицы 2A, 2B
|
|
Химия: макс. C для сварных труб
|
0,26% для марок> Gr B
|
0,22%
|
Таблицы 2A, 2B
|
|
Химия: макс P
|
0,03%
|
0,03%
|
Таблицы 2A, 2B
|
|
Химия: макс. S
|
Только когда покупки указывают SR18
|
0,02%
|
Таблицы 2A, 2B
|
|
Углеродный эквивалент
|
Нет
|
Максимум требуется для каждого класса
|
4,2: 4,3: 6.1.3: SR15.1
|
|
Предел текучести, максимальный
|
Нет
|
Максимум для каждого сорта
|
Таблицы 3A, 3B
|
|
UTS, максимум
|
Не требуется
|
Максимум для каждого сорта
|
Таблицы 3A, 3B
|
|
Прочность трещиноватости
|
Только когда покупатель указывает SR4
|
Требуется для всех марок
|
|
РАЗМЕРЫ ДОПУСКИ СТАЛЬНОЙ ТРУБЫ SSAW
|
Стандарт
|
Стандарт
|
|
SY/T5040-2000
|
Y/T5037-2000
|
SY/T9711.1-197
|
АСТМ А252
|
AWWA C200-9
|
API 5L PSL1
|
|
Отклонение ОД конца трубки
|
± 0,5% D
|
± 0,5% D
|
-0,79 мм ~ + 2,38
|
<± 0,1% T
|
<± 0,1% T
|
± 1,6 мм
|
|
Толщина стенки
|
± 10,0% Т
|
D<508 мм, ± 12,5% T
|
-8% T ~ + 19,5% T
|
<-12,5% т
|
-8% T ~ + 19,5% T
|
5,0 мм
|
|
D>508 мм, ± 10,0% T
|
T≥ 15,0 мм, ± 1,5 м
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛЬНОЙ ТРУБЫ SSAW