


|
ASTM /ASME |
|||
|
Product Name |
Executive Standard |
Dimension (mm) |
Steel Code / Steel Grade |
|
CASING AND TUBING |
API 5CT |
Casing:OD 4 1/2"- 20" (114.3mm-508mm) Tubing:OD 2 3/8" - 4 1/2" (60.3mm-114.30mm) WT: 0. 205"- 0.635" |
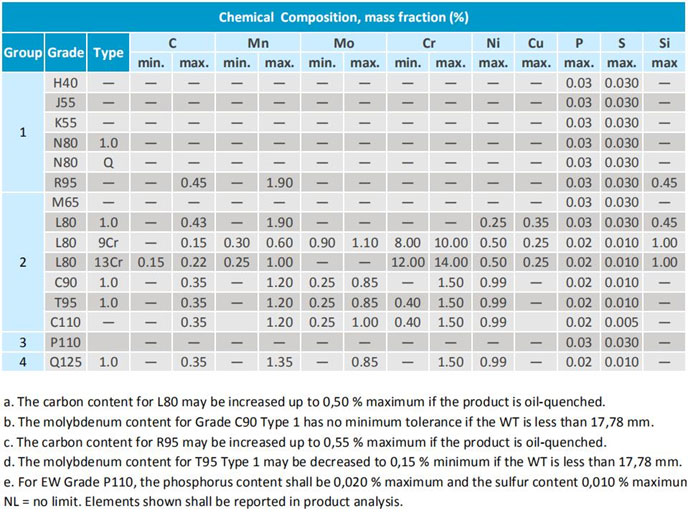
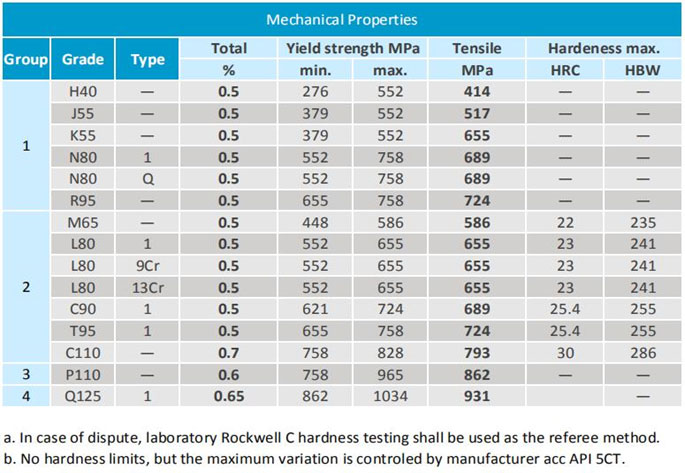
H-40, J55, K-55, N-80, C-75, L-80, C-90, T-95, P110, Q-125
|
|
Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells |
SY/T 6194 / BS EN ISO 11960 / NF M87-207 |
Casing:OD 4 1/2"- 20" (114.3mm-508mm) Tubing:OD 2 3/8" - 4 1/2" (60.3mm-114.30mm) WT: 0. 205"- 0.635" |
H-40, J55, K-55, N-80, N80Q, C-75, L-80, C-90, T-95, P110, Q-125 |
|
SEAMLESS STEEL OIL WELL CASING, TUBING AND DRILL PIPE |
JIS G3439 |
Casing:OD 4 1/2"- 20" (114.3mm-508mm) Tubing:OD 2 3/8" - 4 1/2" (60.3mm-114.30mm) WT: 0. 205"- 0.635" |
STO-H, STO-J, STO-D, STO-E |
If necessary, the product shall be cold-rotated straightened and subsequently stress-relieved at temperatures between 30℃to 55℃ (50°F to 100 °F) below the final specified tempering temperature, or hot-rotated straightened at temperatures not more than 165℃ (300°F) below the final specified tempering temperature of . If necessary, it is allowed to do light gag straightening.
The pipe shall be supplied in accordance with the sizes, wall thickness and tolerance masses specified on the order. Other plain end pipe sizes and wall thicknesses are available upon purchase and manufacturer agreement. Coupling stock, coupling materials and accessory materials shall be supplied in the required size of the order, or the size of the coupling material shall be as specified in the manufacturer’s internal requirements.
The accuracy of all measuring equipment used for receiving or rejecting shall be verified at least once per operating shift, with the exception of threaded ring gauges, plug gauges and weighing implements.
According to the provisions of this standard, If a measuring device that is calibrated or verified is subjected to abnormal or severe conditions sufficient to affect its accuracy, it should be re-calibrated or re-verified before further used.
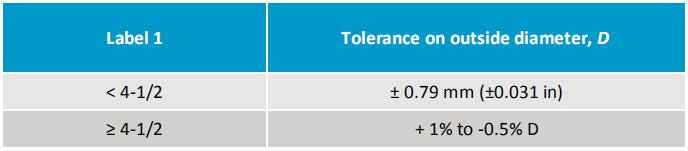
Outside diameter tolerances
Below tolerances apply to the outside diameter, D, of casing and tubing:
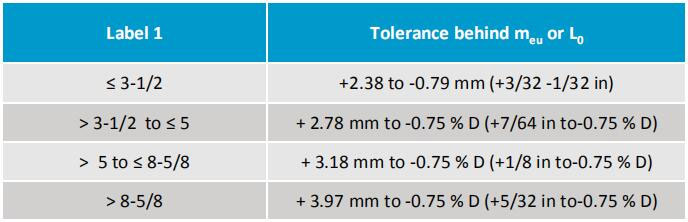
For upset integral tubing connection
Following tolerances apply to the outside diameter of the pipe body immediately behind the upset for a distance of approximately 127 mm (5.0 in) for sizes Label 1: 5-1/2 and smaller, and a distance approximately equal to the outside diameter for sizes larger than Label 1: 5-1/2. Measurements shall be made with callipers or snap gauges.
Wall thickness
Tolerance for casing and tubing wall thickness is -12.5%.




































