


|
ASTM /ASME |
|||
|
Product Name |
Executive Standard |
Dimension (mm) |
Steel Code / Steel Grade |
|
CASING AND TUBING |
API 5CT |
Casing:OD 4 1/2"- 20" (114.3mm-508mm) Tubing:OD 2 3/8" - 4 1/2" (60.3mm-114.30mm) WT: 0. 205"- 0.635" |
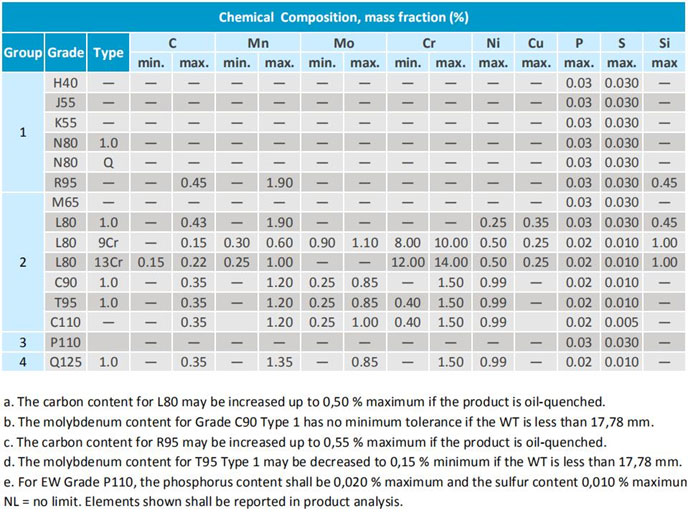
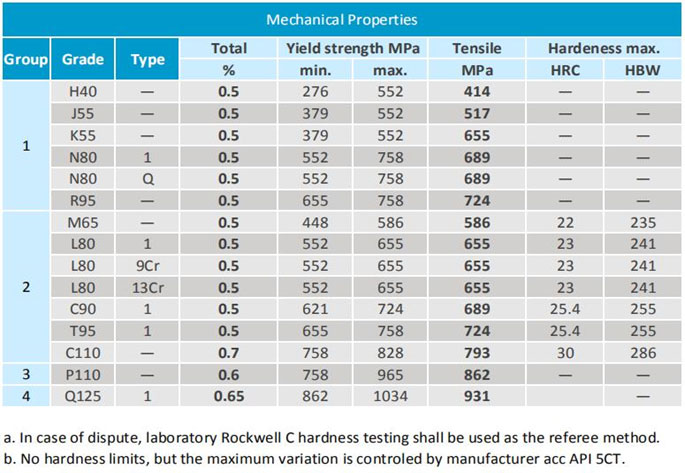
H-40, J55, K-55, N-80, C-75, L-80, C-90, T-95, P110, Q-125
|
|
Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells |
SY/T 6194 / BS EN ISO 11960 / NF M87-207 |
Casing:OD 4 1/2"- 20" (114.3mm-508mm) Tubing:OD 2 3/8" - 4 1/2" (60.3mm-114.30mm) WT: 0. 205"- 0.635" |
H-40, J55, K-55, N-80, N80Q, C-75, L-80, C-90, T-95, P110, Q-125 |
|
SEAMLESS STEEL OIL WELL CASING, TUBING AND DRILL PIPE
|
JIS G3439 |
Casing:OD 4 1/2"- 20" (114.3mm-508mm) Tubing:OD 2 3/8" - 4 1/2" (60.3mm-114.30mm) WT: 0. 205"- 0.635" |
STO-H, STO-J, STO-D, STO-E |
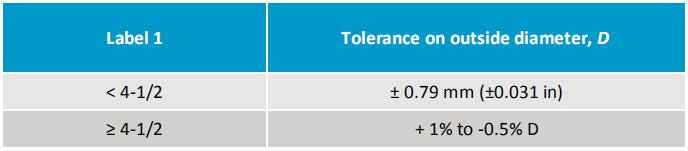
Below tolerances apply to the outside diameter, D, of casing and tubing:
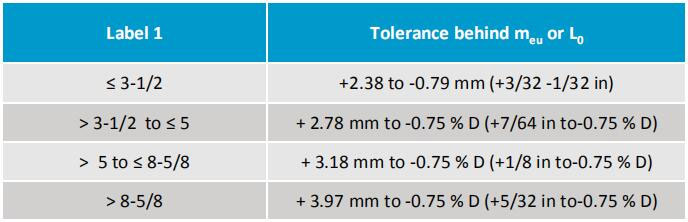
For upset integral tubing connection
Following tolerances apply to the outside diameter of the pipe body immediately behind the upset for a distance of approximately 127 mm (5.0 in) for sizes Label 1: 5-1/2 and smaller, and a distance approximately equal to the outside diameter for sizes larger than Label 1: 5-1/2. Measurements shall be made with callipers or snap gauges.
Wall thickness
Tolerance for casing and tubing wall thickness is -12.5%.




































