Para el montaje adecuado se seguirán las instrucciones de montaje. El montaje incorrecto puede provocar un mal funcionamiento o perjudicar la seguridad.
Asamblea en fittingbody
1. Corte el tubo:
La tolerancia del ángulo del 1/2 ˚ al eje del tubo es permisible. El cortador de tubo no es recomendable.
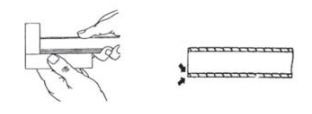
2. eliminar ligeramente las virutas y las partículas de los bordes de corte interior y exterior del tubo. Bisel de hasta 0,2mm × 45 ˚ es permisible.
3. para la curva del tubo, la altura mínima desde el extremo del tubo recto hasta el radio de curvatura debe ser al menos el doble de la altura de la tuerca.
4. lubricar el hilo y el cono del cuerpo apropiado, anillo e hilo de tuerca.
Asamblea
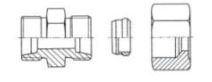
5. Deslice la tuerca y luego el anillo en el extremo del tubo. Asegúrese de que el anillo está colocado correctamente.
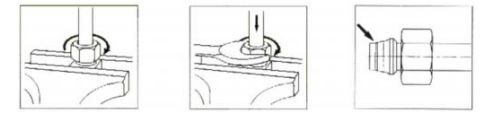
6. tornillo tuerca manualmente sobre el cuerpo apropiado hasta el dedo apretado. Mantenga el tubo contra el hombro en el cono del cuerpo apropiado.
7. Marque la tuerca y el tubo para medir los giros prescritos de la tuerca.
8. Apriete la tuerca 1 1/4 vueltas. El tubo no debe girar con el tubo. El borde de parada del anillo limita el apriete excesivo al aumentar el par de apriete.
Comprobación y montaje final
9. Afloje la tuerca y retire el tubo montado en el anillo del accesorio. Y verifique si se ha formado un collar visivle en la tubería frente al primer borde de corte. Si no, aprieta un poco más.
10. Inserte el tubo premontado en el accesorio.
Mientras sostiene el cuerpo de ajuste con una llave, apriete la tuerca aprox. 1/4 de revolución más allá del punto de una resistencia claramente perceptible.