Процесс гальванизировать Горяч-погружения
Горячее цинкование-это процесс погружения железа или стали в ванну из расплавленного цинка для получения коррозионно-стойкого многослойного покрытия из цинково-железного сплава и цинкового металла. Пока сталь погружена в цинк, металлургическая реакция происходит между железом в стали и расплавленным цинком. Эта реакция представляет собой процесс диффузии, поэтому покрытие образуется перпендикулярно всем поверхностям, создавая однородную толщину по всей детали.
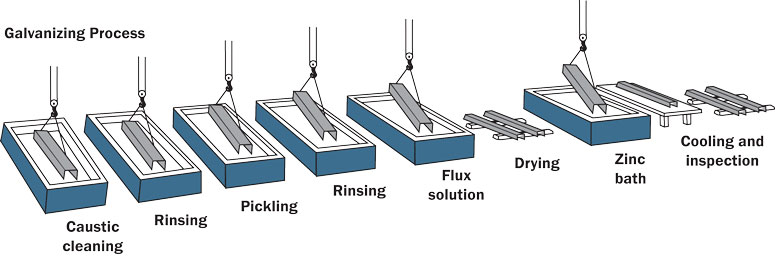
Рисунок 1: Модель процесса горячего цинкования
Процесс холодного цинкования
Техника холодного цинкования отличается от всех других типов цинкования, поскольку это фактический процесс окраски. Благодаря этой процедуре наносится лак на основе смолы, обогащенный цинком. Подготовка к оптимальному холодному цинкованию происходит при первичном иссечении каламина (если таковой имеется), обезжиривании подложки и отпыливании поверхности.
Этот процесс широко распространен и эффективно используется в сложных климатических условиях, таких как морская и промышленная среда. Холодное цинкование, среди других типов цинкования, не достигает тех же уровней защиты, что и горячее цинкование, но его можно использовать в качестве основы, чтобы максимально использовать антиоксидантные свойства металла. Затем вторая рука окрашенного финишного блеска распространяется.
Нанесение защитной пленки происходит путем высокого электролиза и дает некоторые преимущества, включая возможность наложения ее на очень тонкие или дырявые изделия без деформирования или засорения их.
Существуют дополнительные типы холодного цинкования, такие как, например, электролитически сделанный процесс холодного цинкования. В отличие от холодного цинкования, этот вид обработки получается путем погружения в кислотные или щелочные ванны, заряженные электрическим током.
Электро гальванизировать типы и процедуры гальванизирования
Электро цинкование является одним из самых известных типов гальванической обработки, идеально подходит для защиты мелких артефактов от коррозии. Этот конкретный процесс гарантирует высококачественную пленку с электропокрытием в качестве альтернативы более дорогим методам, таким как хромирование и никелирование. Цель Электро гальванизировать защитить статьи от действия факторов погоды въедливого. Это происходит путем электроосаждения, поверхность стали защищена путем нанесения металлического слоя, который технически больше напоминает катафорезную краску, чем процесс цинкования.
Среди так называемых типов гальванизации наиболее широко используемый процесс называется горячим погружением, и он осуществляется путем погружения железного артефакта в резервуар, содержащий расплавленный цинк при температуре 450 ° C. Покрывающий минерал создает металлургическую реакцию с основанным, создавая внешний сплав, который обеспечивает длительную защиту. Это еще не все, он также действует с электрохимическим механизмом: в случае повреждения внешней патины полученный уровень будет иметь тенденцию «жертвовать» собой, чтобы избежать окисления железа и, следовательно, образования ржавчины.
Surface Preparation
The purpose of surface preparation in the hot-dip galvanizing process is to obtain the cleanest possible steel surface by removing all of the oxides and other contaminating residues. Thorough surface preparation is paramount as zinc will not react with unclean steel. In order to move the steel parts through the cleaning steps and galvanizing bath, the articles are hung using chains, wires, or specially designed dipping racks (Figure 3).
Cleaning steel to prepare for the hot-dip galvanized coating consists of three steps:
Обезжиривание
Сначала сталь погружают в обезжиривающую ванну, такую как щелочной каустический раствор, для удаления органических загрязнений, таких как грязь, масло и жир, с поверхности стали. После обезжиривания сталь промывается водой.
Маринование
Затем сталь маринует в разбавленном растворе соляной или серной кислоты (Рисунок 4), который удаляет оксиды и окалину мельницы. После того, как все окисление было удалено из стали, ее снова промывают водой и отправляют на заключительный этап подготовки поверхности.
Флюсование
Наконец, сталь погружается в флюс. Цель флюса-очистить сталь от окисления, возникшего после травления стали, и создать защитное покрытие для предотвращения окисления перед входом в чайник для цинкования. Один тип флюса содержится в отдельном резервуаре, является слегка кислым и содержит комбинацию хлорида цинка и хлорида аммония. Другой тип флюса, верхний флюс, плавает поверх жидкого цинка в гальваническом чайнике, но служит той же цели.
После обезжиривания, травления и флюсования поверхность стали представляет собой почти белый металл, чистый и полностью свободный от каких-либо оксидов или других загрязнений, которые могут препятствовать реакции железа и расплавленного цинка в гальваническом чайнике.







































