Proceso de galvanización por inmersión en caliente
El galvanizado en caliente es el proceso de sumergir hierro o acero en un baño de zinc fundido para producir un recubrimiento multicapa resistente a la corrosión de aleación de zinc-hierro y metal de zinc. Mientras el acero se sumerge en el zinc, se produce una reacción metalúrgica entre el hierro en el acero y el zinc fundido. Esta reacción es un proceso de difusión, por lo que el recubrimiento se forma perpendicular a todas las superficies creando un espesor uniforme en toda la pieza.
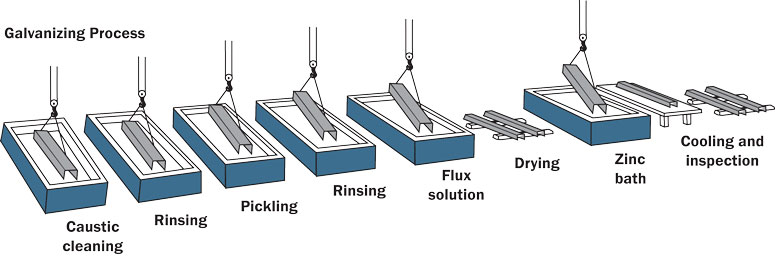
Figura 1: Modelo del proceso de galvanizado en caliente
Proceso de galvanización en frío
La técnica de galvanización en frío es diferente de todos los otros tipos de galvanización, ya que es un proceso de pintura real. A través de este procedimiento, se aplica un barniz enriquecido con zinc a base de resina. Las preparaciones para la galvanización en frío óptima se producen con una escisión primaria de calamina (si la hay), desengrasado del sustrato y desempolvado de la superficie.
Este proceso está muy extendido y se utiliza eficazmente en condiciones climáticas difíciles, como entornos marinos e industriales. La galvanización en frío, entre otros tipos de galvanización, no alcanza los mismos niveles de protección que la galvanización por inmersión en caliente, pero se puede emplear como base para aprovechar al máximo las propiedades antioxidantes del metal.
La aplicación de la película protectora se produce por medio de alta electrólisis y permite algunas ventajas, incluyendo la posibilidad de superponerlo sobre productos muy delgados o con agujeros sin deformarlos u obstruirlos.
Existen tipos adicionales de galvanización en frío como, por ejemplo, el proceso de galvanización en frío realizado electrolíticamente. A diferencia de la galvanización en frío, este tipo de procesamiento se obtiene por inmersión en baños ácidos o alcalinos cargados por una corriente eléctrica.
Electro galvanización tipos y procedimientos de galvanización
Electro galvanización es uno de los tipos de tratamiento de galvanización más conocidos, ideal para proteger los artefactos más pequeños de la corrosión. Este proceso en particular garantiza una película electro-revestida de alta calidad como alternativa a métodos más caros como el cromado y el niquelado. El propósito de la electro galvanización es salvaguardar los artículos de la acción corrosiva de los factores climáticos. Se produce a través de electrodeposición, la superficie del acero se protege mediante la aplicación de una capa de metal que técnicamente se asemeja más a una pintura de cataforesis que a un proceso de galvanización.
Entre los denominados tipos de galvanización, el proceso más ampliamente utilizado se denomina baño por inmersión en caliente, y se lleva a cabo sumergiendo un artefacto ferroso en un tanque que contiene zinc fundido a una temperatura de 450 °C. El mineral de recubrimiento crea una reacción metalúrgica con la base, creando una aleación exterior que proporciona una protección duradera. Eso no es todo, también actúa con el mecanismo electroquímico: en caso de que la pátina externa se dañe, el nivel obtenido tendería a "sacrificarse" para evitar la oxidación del hierro y, en consecuencia, la formación de óxido.
Preparación de la superficie
El propósito de la preparación de la superficie en el proceso de galvanización por inmersión en caliente es obtener la superficie de acero más limpia posible eliminando todos los óxidos y otros residuos contaminantes. La preparación completa de la superficie es primordial ya que el zinc no reaccionará con el acero sucio. Para mover las piezas de acero a través de los pasos de limpieza y el baño de galvanización, los artículos se cuelgan utilizando cadenas, cables o bastidores de inmersión especialmente diseñados (Figura 3).
La limpieza de acero para prepararse para el recubrimiento galvanizado por inmersión en caliente consta de tres pasos:
Desengrasado
Primero, el acero se sumerge en un baño desengrasante tal como una solución cáustica alcalina para eliminar contaminantes orgánicos tales como suciedad, aceite y grasa de la superficie del acero. Después de desengrasar el acero se enjuaga con agua.
Decapado
A continuación, el acero se decapita en una solución diluida de ácido clorhídrico o sulfúrico (Figura 4), que elimina los óxidos y la escala del molino. Una vez que se ha eliminado toda la oxidación del acero, se enjuaga de nuevo con agua y se envía a la etapa final de la preparación de la superficie.
Fluxing
Finalmente, el acero se sumerge en el fundente. El propósito del fundente es limpiar el acero de toda oxidación desarrollada desde el decapado del acero y crear un revestimiento protector para evitar cualquier oxidación antes de ingresar al hervidor de galvanización. Un tipo de flujo está contenido en un tanque separado, es ligeramente ácido y contiene una combinación de cloruro de zinc y cloruro de amonio. Otro tipo de flujo, el flujo superior, flota en la parte superior del zinc líquido en la caldera de galvanización, pero sirve para el mismo propósito.
Después del desengrasado, decapado y fundente, la superficie del acero es un metal casi blanco, limpio y completamente libre de óxidos u otros contaminantes que puedan inhibir la reacción del hierro y el zinc fundido en la caldera de galvanización.







































