El proceso de tubería de acero Ssaw:
Prueba de material de acero → Ensayo de rayos → Enderezado de entrega → Corte y soldadura de placas → Fresado de borde de corte de círculo → Formación → Soldadura automática interior → Soldadura automática exterior → Inspección ultrasónica en línea → Corte de longitud fija → Inspección visual Para costura exterior → Inspección Visusl para costura interior → Inspección de rayos X para costura de soldadura → Fin uniforme y bisel final → Prueba hidrostática → Inspección ultrasónica → Inspección final del producto → Marcado → Almacenar
ESTÁNDAR DE LA TUBERÍA DE ACERO DE SSAW
|
Estándar
|
Grado
|
Químico
Composición (%)
|
Tracción
STrength(min)
|
Rendimiento
Fuerza (min)
|
|
CMnPS
|
Mpa
|
Mpa
|
|
API
PSL1 5L
|
A
|
0,22
|
0,90
|
0.030
|
0.030
|
335
|
210
|
|
B
|
0,28
|
1,20
|
0.030
|
0.030
|
415
|
245
|
|
X42
|
0,28
|
1,30
|
0.030
|
0.030
|
415
|
290
|
|
X46
|
0,28
|
1,40
|
0.030
|
0.030
|
435
|
320
|
|
X52
|
0,28
|
1.
40
|
0.030
|
0.030
|
460
|
360
|
|
X56
|
0,28
|
1,40
|
0.030
|
0.030
|
490
|
390
|
|
X60
|
0,28
|
1,40
|
0.030
|
0.030
|
520
|
415
|
|
X65
|
0,28
|
1,40
|
0.030
|
0.030
|
535
|
450
|
|
X70
|
0,28
|
1,40
|
0.030
|
0.030
|
570
|
485
|
|
Estándar
|
Grado
|
Químico
Composición (%)
|
Tracción
STrength
|
Rendimiento
Fuerza
|
|
CMnPS
|
Mpa
|
Mpa
|
|
API
PSL2 5L
|
B
|
0,24
|
1,20
|
0.025
|
0.015
|
415-655
|
245-450
|
|
X42
|
0,24
|
1,30
|
0.025
|
0.015
|
415-655
|
290-495
|
|
X46
|
0,24
|
1,40
|
0.025
|
0.015
|
435-655
|
320-525
|
|
X52
|
0,24
|
1.
40
|
0.025
|
0.015
|
460-760
|
360-530
|
|
X56
|
0,24
|
1.
40
|
0.025
|
0.015
|
490-760
|
390-545
|
|
X60
|
0,24
|
1.
40
|
0.025
|
0.015
|
520-760
|
415-565
|
|
X65
|
0,24
|
1,40
|
0.025
|
0.015
|
535-760
|
450-600
|
|
X70
|
0,24
|
1,40
|
0.025
|
0.015
|
570-760
|
485-635
|
|
X80
|
0,24
|
1.
40
|
0.025
|
0.015
|
625-825
|
555-705
|
PSL 1 VS. PSL 2 SPEC SHEET
|
|
PSL 1
|
PSL 2
|
|
|
Grade range
|
A25 through X70
|
GR B through X80
|
Table 1
|
|
Size range
|
0.405 through 80
|
4-2/1 through 80
|
Table 1
|
|
Type of pipe ends
|
Plain-end, threaded-end, bevelled-end,
special coupling pipe
|
Plain-end
|
Table 1
|
|
Seam welding
|
All methods continous welding limited to
Grade A25
|
All methods except continous and laser
welding
|
Table 1
|
|
Electric welds: welder frequency
|
No minimum
|
100 kHz minimum
|
5.1.3.3.2
|
|
Heat treatments of electric welds
|
Required for grades > X42
|
Required for all grades (GR B through
X80)
|
5.1.3.3.1; J.3.3.2:6.2.7
|
|
Chemistry: max C for seamless pipe
|
0.28% for grades > Gr B
|
0.24%
|
Tables 2A, 2B
|
|
Chemistry: max C for welded pipe
|
0.26% for grades > Gr B
|
0.22%
|
Tables 2A, 2B
|
|
Chemistry: max P
|
0.03%
|
0.03%
|
Tables 2A, 2B
|
|
Chemistry: max S
|
Only when purchases specifies SR18
|
0.02%
|
Tables 2A, 2B
|
|
Carbon equivalent
|
None
|
Maximum required for each grade
|
4.2:4.3:6.1.3: SR15.1
|
|
Yield strength, maximum
|
None
|
Maximum for each grade
|
Tables 3A, 3B
|
|
UTS, maximum
|
None required
|
Maximum for each grade
|
Tables 3A, 3B
|
|
Fracture toughness
|
Only when purchaser specifies SR4
|
Required for all grades
|
6.2.6; 9.3.5: 9.8.4; 9.10.7;
|
|
Non-destructive inspection of seamless
pipes
|
Permitted
|
SR4 mandatory
|
Table 14 9.7.2.6
|
|
Repare by welding of pipe body, plate and
skelp
|
Permitted by agreement
|
Prohibited
|
5.3.2;9.7.6: B.1;B.2
|
|
Certification
|
Certificates when specified per SR15
|
Prohibited
|
4.3;9.7.4.4;9.7.6;B.1.2;B.4
|
|
Traceability
|
Traceable only until all tests are passed
unless SR15 is specified
|
Certificates (SR15.1) mandatory
Traceable after completion of tests (SR15.2) mandatory
|
12.1
5.6
|
Descripción del producto
|
Información sobre classfication
|
Estándar
|
Productos principales
|
|
Tubería de acero para servicio de fluidos
|
GB/T 14291
|
Tubería soldada para fluido minero sevicio
|
|
GB/T 3091
|
Tubería soldada para servicio de fluido a baja presión
|
|
SY/T 5037
|
Tubería de acero soldada con autógena espiral del arco sumergido para las tuberías para bajo
Servicio de fluido a presión
|
|
ASTM A53
|
Tubo de acero soldado y sin costura galvanizado en caliente y negro
|
|
BS EN10217-2
|
Tybes de acero soldados para fines de presión-entrega técnica
Condiciones-part2: Acero no aleado y de aleación soldado con autógena eléctrico
Tubos con las propiedades especificadas de la temperatura elevada
|
|
BS EN10217-5
|
Tybes de acero soldados para fines de presión-entrega técnica
Condiciones-part5: arco sumergido soldado sin aleación y acero de aleación
Tubos con las propiedades especificadas de la temperatura elevada
|
|
Tubería de acero para la estructura ordinaria
|
GB/T 13793
|
Tubería de acero soldada con resistencia eléctrica longitudinalmente
|
|
SY/T 5040
|
Pilas de tubos de acero soldados por arco sumergido en espiral
|
|
ASTM A252
|
Pilas de tubos de acero soldados y sin costura
|
|
BS EN10219-1
|
Secciones huecas estructurales soldadas con autógena formadas en frío de no aleado y
Aceros de grano fino-part1: condiciones técnicas delivert
|
|
BS EN10219-2
|
Secciones huecas estructurales soldadas con autógena formadas en frío de no aleado y
Aceros de grano fino-part2: tolerancias dimmsions y propiedades seccionales
|
|
Tubería de línea
|
GB/T 9711,1
|
Tubería de acero para el sistema de transporte de la tubería de petróleo y
Industrias del gas natural (tubería de acero de clase A)
|
|
GB/T 9711,2
|
Tubería de acero para el sistema de transporte de la tubería de petróleo y
Industrias del gas natural (tubería de acero de clase A)
|
|
API 5L PSL 1/2
|
Tubería de línea
|
|
Carcasa
|
API 5CT/ ISO 11960 PSL1
|
Tubería de acero para el uso como cubierta o tubería para los pozos de petróleo y
Industrias del gas natural
|
Otros tipos de tubería de acero espiral API 5L / ASTM A252/ EN10219-2/ ASTM A572/tubería de acero SSAW:
|
Tubería de acero del espiral del API 5L / ASTM A252/ EN10219-2/ ASTM A572
|
Tubería de acero del API 5L / ASTM A252/ EN10219-2/ ASTM A572 SSAW
|
|
Tubo soldado espiral
|
Tubería ssaw
|
|
Tubos soldados
|
Proveedor del tubo del ssaw
|
|
Proveedores de tubos de acero soldados en espiral
|
Proveedores de tubería ssaw API 5L
|
|
Tubo soldado espiral
|
Fabricante del tubo del ssaw de ASTM A252
|
|
Pipa espiral soldada
|
Proveedores de tubería ssaw API 5L gr.b
|
|
Proveedores espirales del tubo de la costura
|
Proveedores del tubo del ssaw del API 5L x42
|
|
Tubo de acero en espiral
|
Proveedores de tubería ssaw API 5L x46
|
|
Tubería de acero inoxidable soldada con autógena espiral
|
Proveedores de tubería ssaw API 5L x52
|
|
Tubería soldada costura en espiral
|
Proveedores de tubería ssaw API 5L x60
|
|
Tubo espiral de la costura
|
Proveedor del tubo del ssaw del API 5L x65
|
|
Tubería de acero espiral
|
Proveedor del tubo del ssaw del API 5L x70
|
|
Proveedor espiral del tubo
|
Fabricante del tubo del ssaw
|
|
Proveedor soldado espiral de la tubería de acero del carbono
|
Tuberías de acero de Ssaw
|
|
Proveedor soldado espiral de la tubería de acero
|
TOLERANCIAS DE DIMENSIÓN DE LA TUBERÍA DE ACERO SSAW
|
Estándar
|
Estándar
|
|
SY/T5040-2000
|
Y/T5037-2000
|
SY/T9711.1-197
|
ASTM A252
|
AWWA C200-9
|
API 5L PSL1
|
|
Desviación del OD del extremo del tubo
|
± 0.5% D
|
± 0.5% D
|
-0,79mm ~ + 2,38
|
<± 0.1% T
|
<± 0.1% T
|
± 1,6mm
|
|
Espesor de pared
|
± 10.0% T
|
D<508mm, ± 12,5% T
|
-8% T ~ + 19.5% T
|
<-12,5% T
|
-8% T ~ + 19.5% T
|
5,0mm
|
|
D>508mm, ± 10.0% T
|
T≥ 15,0mm, ± 1,5 m
|
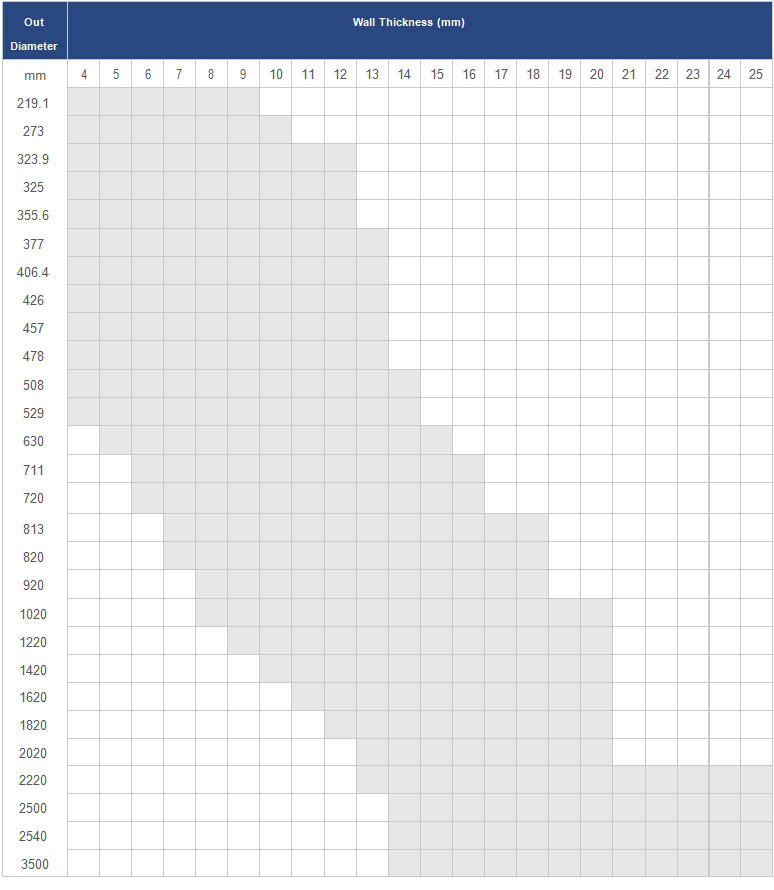
ESPECIFICACIONES DE LA TUBERÍA DE ACERO DE SSAW